Точечная сварка своими руками в домашних условиях. Контактная сварка своими руками
Читайте также
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным .
Описание и принцип работы
 В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов
и других деталей.
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов
и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения - шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение - от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.
 От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий
. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий
. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока . Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
 Ключевой узел сварочного устройства
точечного типа - это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Ключевой узел сварочного устройства
точечного типа - это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы . Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала , который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным , иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания .
 Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост . Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
 В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ .
Основной силовой узел механизма - трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту , которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
![]() Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком - чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком - чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу . Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства .
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки - первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе - за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:


Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.

Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.

Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.

Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.
Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. - Стыковая контактная сварка.
Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
 Схема машины стыковой контактной сварки
Схема машины стыковой контактной сварки - Конденсаторная сварка.
По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
 Самодельный аппарат конденсаторной сварки
Самодельный аппарат конденсаторной сварки
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:


Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.

Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.

Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.

Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора

Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.

Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.

По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.

Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья
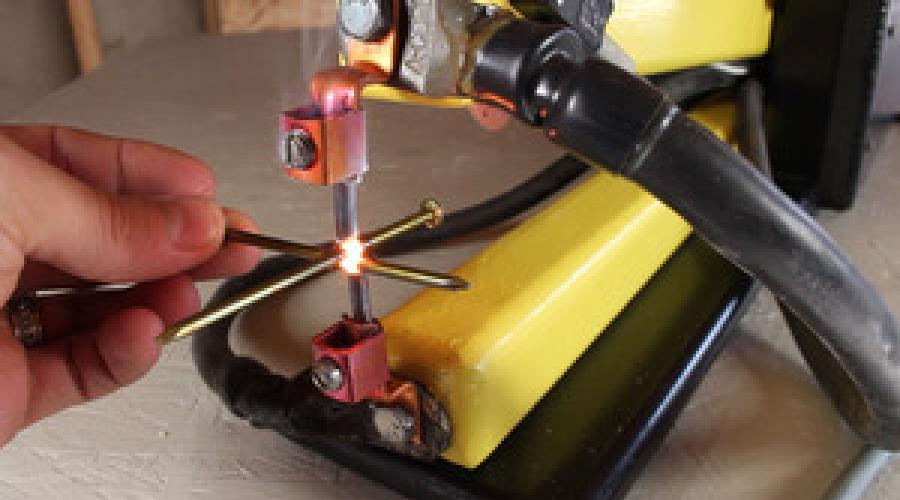
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.
Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.
- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.



Также сажаем на клей заглушку.


Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.


То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.

Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.

Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.






Но если вам нужно помощнее, то тогда можно доработать схему так.

Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.

Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.

|
Наименование металла |
Температура плавления, Сᵒ |
|
Железо (низкоуглеродистая сталь) |
|
|
Алюминий |
|
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.

Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.

Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.

Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка - соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов .
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения - соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
Процесс используется как в домашних условиях, так и в промышленности . С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное - точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:

Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
 Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца - Джуоля : электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки - силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше) , он питает магнетрон. Удобен своей доступностью и хорошими характеристиками . Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
![]() Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики . Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку . В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
 Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности
. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности
. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток - 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт , их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов
подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов
подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
 Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода
, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода
, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
 Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг
. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг
. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация

Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию , иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.